
When customers ask for a colored compound, we always follow up by asking what the rubber parts will be used for:
- Is the customer looking for a specific color to align with company branding?
- Will these parts be visible on the outside of a device?
- Will the parts be used in high heat or extreme friction applications?
Understanding the application is key to ensuring that the correct material is utilized. Silicone elastomers and organic elastomers, in their black and colored forms, each have different properties that can affect the final product.
Silicone Elastomers
Silicone elastomers are generally used for a wide range of applications including o-rings, gaskets, medical devices, food contact, dust covers, handles, and other consumer applications. The black and colored versions of silicone elastomers have very little difference between them; only the pigment is different.
In their natural form, silicone elastomers are usually clear to an opaque white. A small quantity of pigment, usually 2-3%, is added to attain the desired color. When these different colors are tested side by side, the results are generally the same. One pigment that can affect the final product is iron oxide, which can act as a heat stabilizer. Adding iron oxide in a slightly higher amount, 3-5%, can help protect the silicone from heat-related damage. This change would be noticeable in aging tests of the final product.
Organic Elastomers
Organic elastomers like EPDM or nitrile can have huge differences between black and colored materials. Black organic elastomers obtain their color from carbon black. Carbon black, which comes in varying sizes and complex structures, also affects the strength and physical properties of the final product.
For example, a high durometer low strength material will use a large carbon black like N990. This is a cheaper carbon black that allows for a more cost-effective compound. However, the large size of the particles means it does not reinforce the final product. The particles are so large that they do not fit between the molecular chains of the elastomer. This causes the particles to act as crack precursors, leading to lower tensile and elongation numbers. The polymer chains start to break apart as they try to stretch around the large particles. In contrast, smaller particles of carbon black increase the tensile strength of the final product as smaller particles are more reinforcing. The reinforcing qualities of carbon black are hard to recreate with other materials. Therefore, in applications where strength is required, using a dark black final material is almost always necessary.
To make a colored organic elastomer, white ingredients must be used. This is accomplished with fillers such as clays and silicates. Some clays have very large particles and do not reinforce the elastomers. Silicates can be semi-reinforcing to give some strength to the material, but they lack the complex structures of carbon black. As a result, silicates do not reinforce as well as carbon black.
Colored organic compounds are rarely used in applications where high strength properties are critical for the longevity of a part. If the application does not need the specific properties that carbon black provides, viable and effective colored compounds can be created. As with silicones, the white base material can be pigmented to almost any color the customer desires.
Below is an example of a physical property shift from the same base polymer comparing a carbon black filled compound to a colored compound:
Comparison of Colored vs. Black Elastomer Properties
|
|||||||||||||||||||||||
Color consistency is one of the most important aspects in creating a colored compound and various techniques are utilized in order to get a consistent color material from custom mixers. Most importantly, colored materials are not mixed on the same production lines as black materials because it is practically impossible to fully clean out all the potential sources of carbon black that could alter the color of a mix.
Mixing on a color wheel is another technique used to keep consistent colors. For example, yellow compounds will be mixed first, followed by orange compounds, followed by red compounds. Mixing the colors in order reduces the chances of previous colors bleeding into the subsequent colors. Clean out batches are also utilized in-between runs to further minimize the chances of color bleeding.
Below is a series of photos showing a lab mixing process and the outcome when a small amount of carbon black is introduced to a colored compound.
First a completed white material:

The following photos represent blending a small amount of a pigment into the material:

The final product:

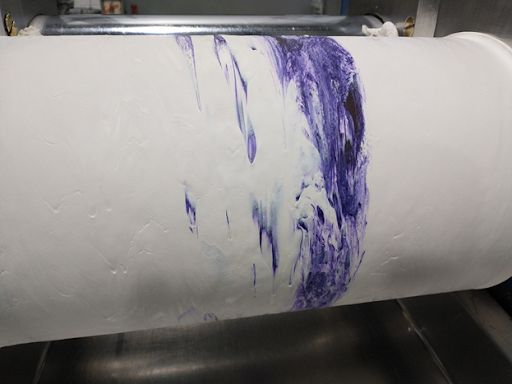
Now, one gram of carbon black is added to the material to show how easily a small amount can alter the mix of a colored material:



These last photos show the final color difference between the original product and the contaminated material. The small cutting was removed before the addition of the carbon black:

Interested in ordering custom colored o-rings for your next project? Contact one of our engineers today.