When manufacturers need to produce high-quality parts for customers, they rely on sophisticated processes and mold-making machines. Transfer molding is a good example of this scenario.
What is transfer molding?
The transfer molding process addresses obstacles like manufacturing complex shapes and thin-walled parts in addition to over-molding metal and plastic inserts.
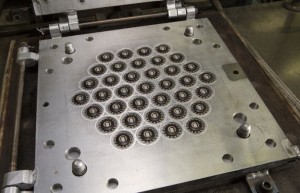
Transfer molds vary considerably in size and shape and can also contain a high number of cavities. Transfer molding uses a closed-mold system (because the cavity plates start out closed), resulting in less rubber escaping from the cavity and limited excess flash.
Before the process takes place, the appropriate amount of molding material is measured, inserted and then placed into the molding pot. As the material is heated, pressure forces it to transfer into the mold cavities.
The transfer molding process
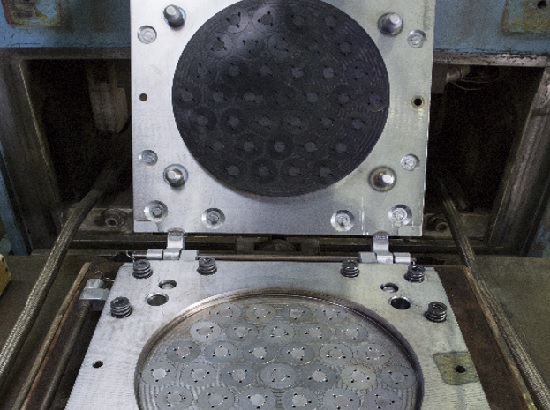
- The uncured rubber is placed in a transfer pot located above the cavity area.
- As the mold is closed, the rubber is then pushed or transferred into the cavity by a piston through a sprue or gate system.
- During the curing cycle, the parts and the residual material left in the pot are vulcanized (or cured) utilizing heat and pressure.
- The mold is opened and the part is removed. Flash is trimmed and removed during this step.
Transfer molds have a shorter cycle and cure time than compression molds. This is due to a rapid transfer of heat to the rubber, while being forced from the “pot”, through the sprue and into the cavity.
One step further: Flashless transfer molding
Flashless transfer molding is similar to the process described above, but involves more expensive tooling, more complex mold design and cavities that are machined individually and inserted into separate plates. In flashless molding, each cavity can be considered an independent mold.
In flashless, wasteless transfer molding, the pot is insulated from the mold and maintained at a temperature below the compound’s crosslinking threshold. In this type of transfer molding, the entire transfer pad is not wasted – sprues are still discarded along with the reverse sprue captured through a fine mesh material.
The insert stack in a flashless mold has a vertical or angular registry to the next mating insert in the cavity stack (so each stack is considered self-registered). The horizontal parting line on the cavity stack has one mating surface ground that is parallel and smooth, while the other side has a rougher grind which allows air—not material—to escape.
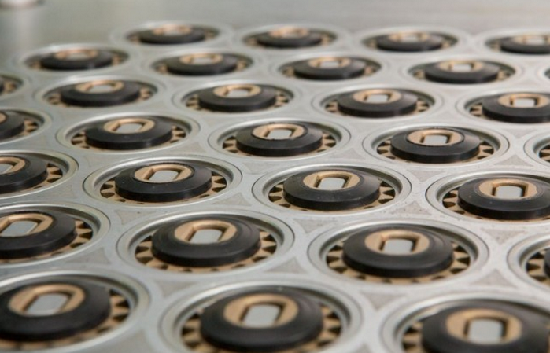
This stack and grind works well for molding lip seals or u-cups used in making hydraulic and pneumatic seals. This provides a well-defined lip surface, which prevents irregularities that may cause leak paths.
Flashless transfer molding lends itself well to mating rubber to metal, plastic or other substrates. With each insert stack acting as its own cavity, tolerance variances between inserts do not influence the activity of the adjacent cavities.
Today’s Industries: Transfer Molding Applications
- Natural gas industry: Metal-to-rubber face seals are used in the natural gas industry to create interface for gas valves.
- Electrical industry: Wires are inserted into cavities to mold connector seals around the wire. The must common are spark plug wires.
- Hydraulic Industry: Transfer molding allows for sharper cutoffs during molding, which is a major advantage to lip or U-cup designs in the hydraulic industry. A defined lip edge can lead to sharp lip seals and almost flash-free parts.
The Pros
1. High Cavity Count. In many cases, transfer-molded rubber products require few and simple pre-forms. One pre-form can fill hundreds of cavities. This is an advantage over compression molding, and can save a significant amount of time in the molding process. This is also an advantage over injection molding since there is not a runner to fill each cavity reducing the number of cavities.
2. Design Flexibility. Transfer molding allows for sharper edges. Micro-grind vents reduce the need for overflows, allowing for near-flashless parts, greatly reducing the deflash process or allow flash limits to directly ship parts. With pot and plunger design, simplified preforms required allowing for standardization and lower cost.
3. Short Cycle Time. Transfer molding offers shorter cycle times than compression molding and can provide more consistency, too. The process allows for tighter tolerances and more intricate parts.
The Cons
1. Cost. Since the design and mold tends to be complex, tooling can also become expensive.
2. Waste material. Transfer pots typically produce higher volume waste than traditional overflows in compression tools. Transfer molding typically produces a large pad with sprues. The scraps are not reusable, since the polymers are thermosetting.
3. Mold Maintenance. Inserted transfer tools require more mold maintenance than compression tools. Typically, inserts have to be taken out and reset to maintain movement over time. Cleaning the tool can be time-consuming, and, sometimes, special equipment like dry ice blasters are used to clean the intricate transfer insert.
What pros and cons have you experienced in your transfer molding processes? We’d love to hear your thoughts on Twitter @AppleRubber.
Have sealing questions? Check out our full library of Hot Topics posts.