Compression molding is a tried-and-true method of manufacturing simple rubber parts. The process is akin to waffle-making — a given amount of uncured rubber is placed into a mold cavity, which is then closed and heated. When the parts have cured, they are removed from the mold.
Compression molding produces parts of intermediate precision, which is defined as meeting the following quality standards:
- Rubber Manufacturers Association, RMA-A2
- RMA Class A O-Ring tolerances
- ISO3601-1 oring tolerances
- ISO 3601-3 Grade N and Grade S tolerances
Compression molds are capable of producing the widest range of part sizes. Part sizes can range from 0.024 inches to 30 inches in diameter.
Take a look at the medium-sized gasket mold below, as well as the large O-Ring mold. The mold and components are similar — just scaled up or down to accommodate the given part.
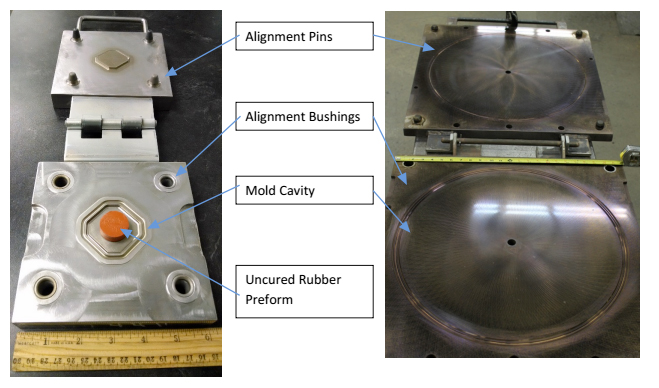
The Compression Molding Process
Compression molding involves several steps:
- An uncured rubber compound is formed to the proper shape and size based on the finished part configuration. This uncured rubber shape is termed a preform — it is prepared to be formed, or molded. Every mold will have a different shape and size preform that works best.When the optimal preform has been determined, it is important to have a tolerance on both its size and shape to ensure the part forms correctly. Too much material is wasteful and can cause flash to become too thick, while too little material can cause voids in the part.
- The preform is placed into the cavity of a heated mold. The mold is then closed. Heat and pressure are applied in a compression molding press. Presses used in production utilize a programmable logic controller to monitor and control critical parameters like temperature, pressure and time to ensure molding takes place within a prescribed tolerance window.
- The mold is then opened. The cured rubber part is removed along with its flash.
- The part is then moved through the manufacturing operation to undergo post-molding processing, which can include deflashing, postcuring, automated inspection and packaging.
Benefits of Compression Molding
- Lowest Cost Tooling
- Lowest lead time
- Easiest to Prototype
- Widest range of part sizes
Downsides of Compression Molding
- Produces only intermediate tolerances
- Parts may require deflashing
- Does not all work well for complicated part configurations
- Transfer or injection molds may be required