From our article, “Measuring Shrinkage: Shrink-Rate calculations,” we learned the tools used to calculate the shrink rate of a rubber compound. In summary, Apple Rubber uses a tool with three known cavity dimensions. We also mold three sets of rings. The rings are measured and shrinkage is calculated based on the size of the actual molded rubber ring and the exact cavity dimensions.
We are asked all the time if we can mold different polymer types out of the same mold. However, the answer may vary as it depends on how much rubber formulation is changing. For example, if we are going from a 70 Shore A durometer EPDM compound to a 60 durometer EPDM compound, there typically won’t be much change in the shrink rate. It should fall within the tolerance range of the finished part. If the customer now wants to mold a 30 durometer silicone rubber compound, there might be a significant difference in the size of the finished part, either smaller or larger than tolerance allows. If the tolerance range can increase, then there is a reasonable probability that the mold and part will work.
Purchasing agents and engineers should work together to figure out what would be acceptable. Opening tolerance can prevent an increase in the cost of building new tooling and qualification for a deviation of the slight tolerance range.
Compounding Factors That Contribute to Shrink Rate
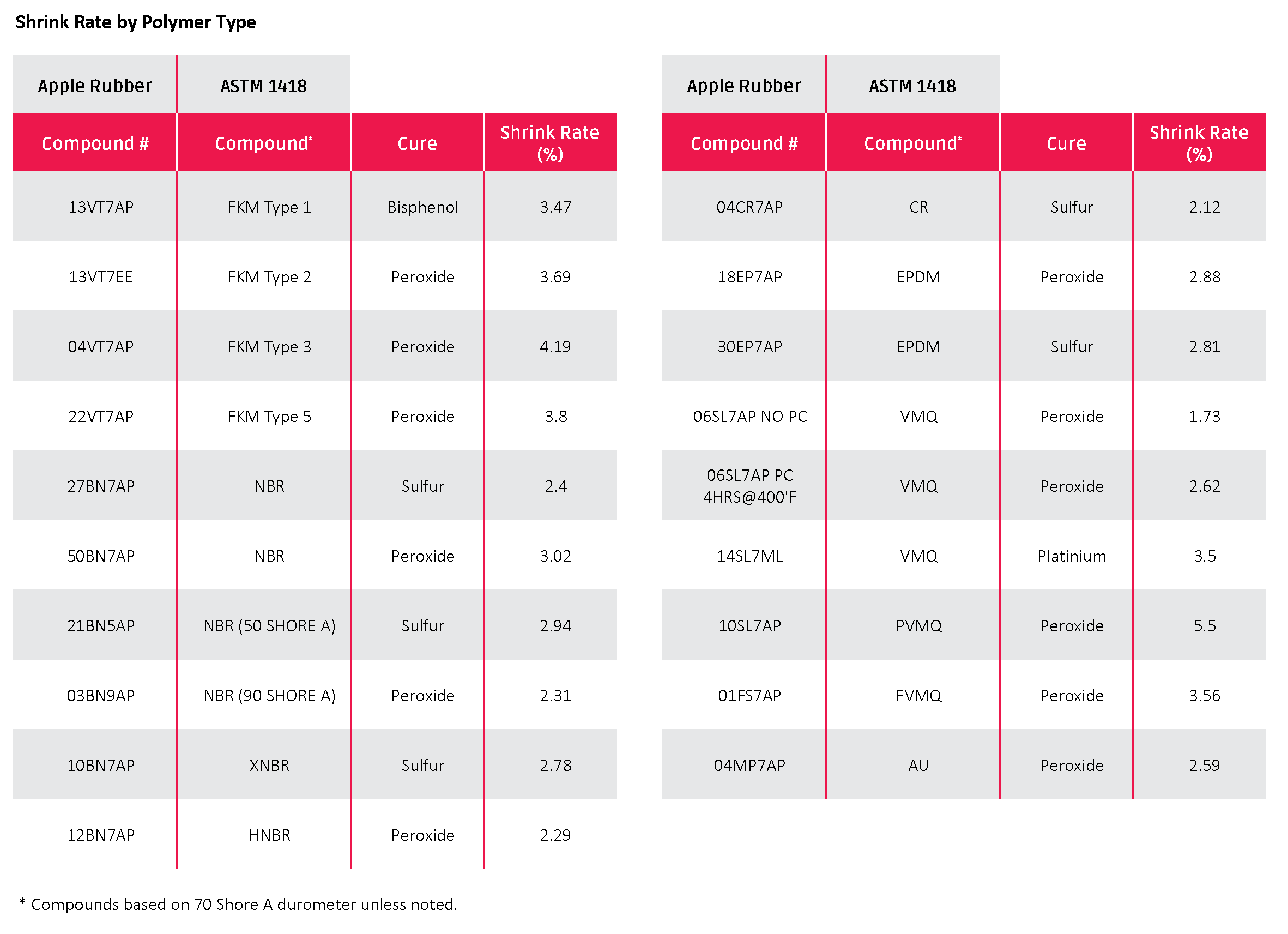
Cure types: Sulfur and peroxide cures can have very significant shrink rates. We’ve seen peroxide cured formulation have a higher shrink rate. A sulfur cured NBR may have a 2.4% shrink rate, while a peroxide cured might have a 3.02%.
Polymer Type: Silicones and FKM compounds typically have a higher shrink rate than nitrile or EPDM compounds.
Durometer: Softer durometers typically have a higher shrink rate than harder durometers.
Processing Factors That Contribute to Shrink Rate
Injection Pressure: Higher injection pressure can lead to a higher shrink rate.
Mold Temperature: Large changes in the temperatures of incoming materials and molds may cause higher mold shrinkage.
Pack Pressure: The shrink rate of plastic can be changed much more than thermoset rubber compounds. Higher pack pressures can still change the finished dimensions slightly.