

Silicone rubber is a very versatile material, especially when considering its uses in the medical industry. Silicone is used to create a variety of items – precision O-ring seals, splash and dust covers, implantable wiper seals, and more. Silicone holds up well to many forms of sterilization, including steam, ETO, and Gamma.
While many silicone parts are unpigmented (naturally clear silicone), most customers choose to have the material pigmented. This allows for easier identification and inspection of parts during assembly. Colored silicone is also used to create a particular “look” on the overall finished product, which is possible because silicone is available in a wide variety of standard and custom-matched colors.
The common practice of coloring silicone has led to a frequent question: does adding pigment to the silicone affect its physical properties? It is a valid concern. Recently, a small study was conducted to proactively alleviate some of that concern.
Typically, most silicone is pigmented with colorant in the range of 1% to 3%. For our comparison, we evaluated the same batch of liquid silicone over the range of 0% to 4% color at 1% intervals. All tests slabs were cured for 20 minutes at 350°F and then post-cured for four hours at 400°F. All testing was performed on 70 durometer Shore A liquid silicone rubber with the addition of a standard cobalt blue pigment.
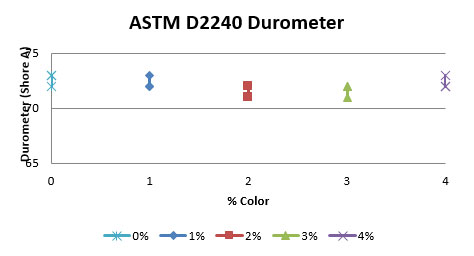
Durometer Hardness
The first property we checked is the same one most people review when beginning to look at physical properties: durometer. For this test, a handheld gauge based on the ASTM D2240 Shore A scale for three stacked tensile test specimens was used and repeated three times for each of the five test mixes.
Figure 1: Shore A hardness vs. color percentage
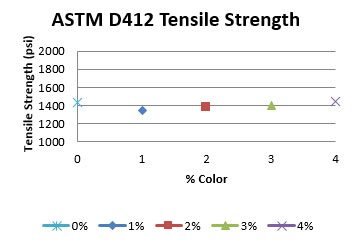
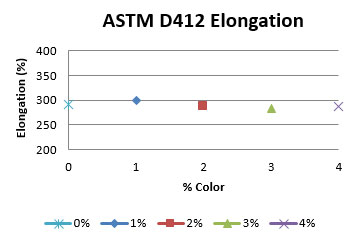
Tensile and Elongation
Since durometer is a non-destructive test, we could then use those specimens to run three tensile tests to the ASTM D412 standard. In our setup, we used an MTS QTest 10 to pull the specimens in tension at a speed of 20 inches per minutes.
Figure 2: Tensile Strength (psi) vs. Color percentage and Elongation vs. Color Percentage
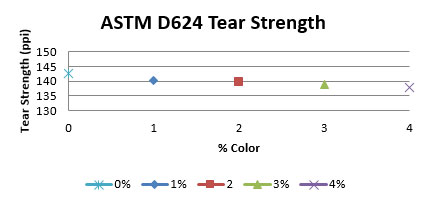
Tear Resistance
The next property tested was tear resistance. Silicone applications are generally somewhat sensitive to tearing. Any degradation should be more apparent here. The same MTS QTest 10 machine was used to run the ASTM D624 Tear resistance test, as well as Die B, which has a small slit that cuts into the test specimen to create a stress concentration at the point of most geometric stress.
Figure 3: Tear resistance (ppi) vs. Color percentage
Compression Set
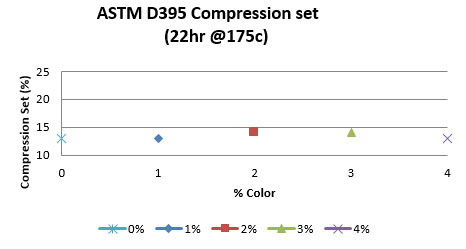
The last test is one that is considered crucial to any sealing application: compression set. Compression set is important because it is an accelerated aging test that helps quantify the material’s ability to resist permanent deformation.
We used the plied disk method of ASTM D395 to conduct a compression set test. This requires three stacks, cut from the slabs, of three disks. The heights of the stacks are then measured so that they can be compressed 25% in a fixture. In this instance, they were put in an oven for 22 hours at 175°C. The stacks were then removed from the fixture and allowed to sit for 30 minutes before a final measurement was taken.
Comparing the initial heights before testing to the compressed heights after testing determines the final percent loss in height (permanent deformation) over that compression period, or the ‘set’ that the material took.
Figure 4: Compression Set (%) vs. Color percentage
Conclusion
It is apparent from the graphs there are no significant changes to the materials physical properties over the typical pigmentation range of silicone rubber. As long as the silicone is within the normal range of colorant addition, then there should not be any significant physical property variation outside the normal variation of silicone rubber. Therefore, during process validations and risk assessment, color variation can be considered to have low severity.
Ultimately, it is the customer’s responsibility to ensure correct material choice. Contact our team of Apple Rubber engineers or scientists — we will be happy to discuss your application and recommend a material. We have years of experience designing and developing rubber parts whose functions vary from mundane hose washers to seemingly magical medical devices.