
Injection molding is a complex task that offers a lot of great benefits, such as quicker cycle times, easily customizable shapes and versatility in durometer shores. While this process is utilized for a variety of applications ranging from small, intricate rubber seals to entire automobile body panels, there are many risks associated with such a complicated operation.
To avoid potential defects and part failures associated with common injection molding issues, like flash, short shot, warping and voids, it’s important for rubber manufacturers to understand these challenges and how to prevent them. Here’s a closer look at some of the top risk factors to be aware of during the injection molding process:
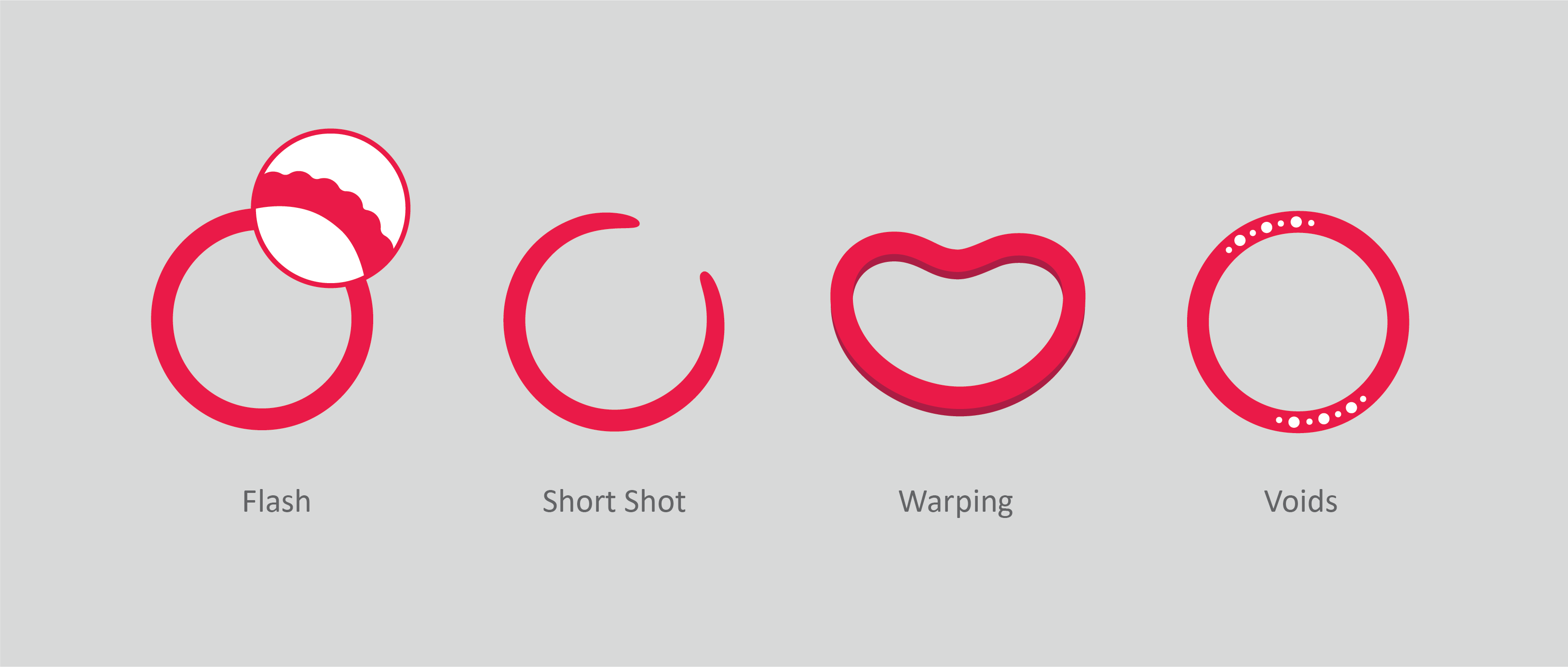
Flash
Flash refers to the excess rubber material that forms on the surface of molded parts. This directly affects the part’s surface finish and sealing abilities. While flash is often considered a cosmetic defect, the appearance of unwanted lines and material can suggest poor quality, which rubber manufacturers want to avoid.
Flash is often caused by:
- Tool damage
- Excessive injection pressure
- Low clamping force
- Contamination on the mold surface
- Injection speed too fast
Short Shot
A short shot in rubber injection molding is the incomplete filling of a mold cavity, resulting in a partial part. This is a major issue for rubber manufacturers since partial parts are considered defected and ultimately wind up wasted. To ensure every finished product meets quality standards, it’s important that each injection mold is packed tightly with rubber.
Some of the most common causes of short shot include:
- Not enough rubber material injected
- Slow injection speeds
- Not enough pressure to pack the mold
- Clogs in the injection press
- An unbalanced multi-cavity mold
- Runners, gates, sprues or vents are too small
Warping
Occasionally during the molding process, parts can twist or distort. These deformations are often the result of different components shrinking unevenly. Just as wood warps when it dries unevenly, rubber parts can become warped when the cooling time is too short, the material is too hot or incorrect temperatures are set.
To avoid warping during the injection molding process, rubber manufacturers should:
- Make sure the cooling process is gradual and allow rubber parts enough time to cool completely
- Lower the temperature of the mold or rubber material
- Make sure you have the right material for your application. If your rubber is shrinking too much, try switching to a material that shrinks less
- Ensure your mold design has uniform wall thickness and part symmetry
Voids
It is possible during the molding process that you may come across empty spaces or air pockets within the mold. This is referred to as a void. When air bubbles are present in the mold, they will ultimately end up in the finished product, creating defective parts. While small voids may only pose as minor defects, larger air pockets can cause severe weakening of the rubber part.
To avoid this in rubber molds, manufacturers should:
- Ensure there is enough pressure during injection to force out the air pockets
- Be sure all part walls are the same thickness throughout to prevent premature cooling
- Molds should be vented properly
Want to talk more about rubber injection molding?
Tweet us @AppleRubber to continue the conversation.